

 English
English 中文简体
中文简体 Türk
Türk




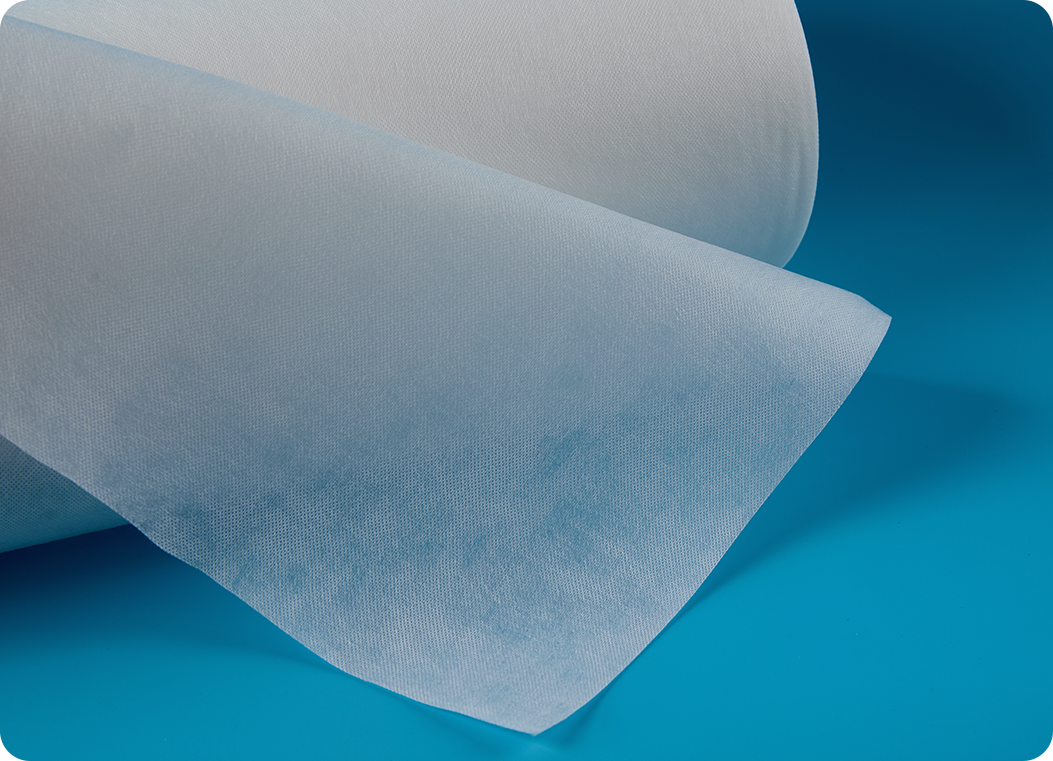
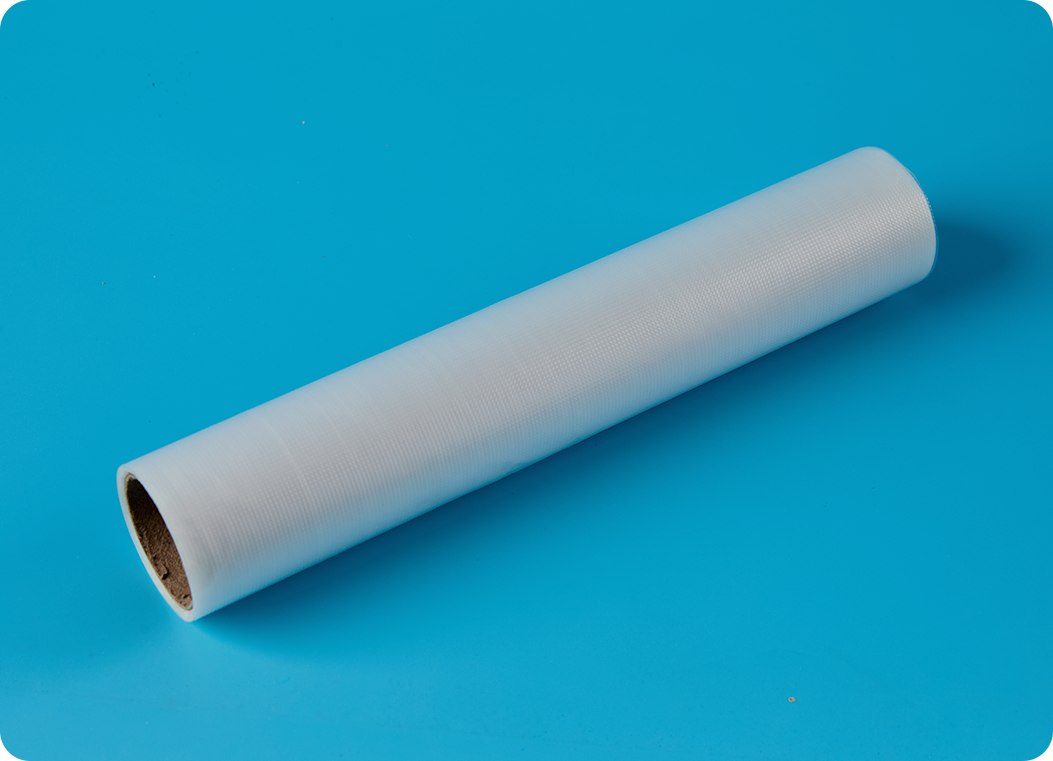
Applications of Water-Soluble Non-Woven Fabrics: From Medical Dressings to Eco-Friendly Packaging
Water-soluble non-woven fabrics are an innovative eco-material that dissolves upon contact with water, primarily made from biodegradable polymers such as polyvinyl alcohol (PVA) and carboxymethyl cellulose (CMC). Due to their unique solubility and biocompatibility, they are widely used across various industries. Here are their main application areas:
1. Medical and Hygiene Sector
- Dissolvable medical dressings: Used for post-operative wound care, eliminating the need for removal during dressing changes and reducing infection risks.
- Drug delivery carriers: Serve as soluble patches or wrapping materials for controlled drug release in transdermal delivery systems.
- Disposable medical products: Including soluble surgical drapes and isolation films that can be flushed after use, reducing medical waste.
2. Eco-Friendly Packaging
- Water-soluble packaging bags: For single-use packaging of detergents, pesticides and other products that dissolve in water, preventing plastic pollution.
- Food-grade soluble films: Used to package seasonings, coffee powder etc., dissolving directly in water and reducing packaging waste.
3. Agriculture and Horticulture
- Seed cultivation substrates: Biodegrade naturally after planting, eliminating the need for recovery and reducing agricultural film residue.
- Pesticide controlled-release carriers: Encapsulate pesticide granules that dissolve slowly with rainwater, improving utilization and reducing environmental contamination.
4. Personal Care and Hygiene Products
- Flushable wipes: For baby care or cleaning products that break down in sewage systems, preventing pipe blockages.
- Disposable soluble underwear: Suitable for medical or travel scenarios, can be flushed after use.
5. Industrial and Special Applications
- Embroidery and water transfer substrates: Serve as temporary support layers that can be washed away after completion.
- 3D printing support structures: Act as soluble support materials that dissolve after printing, preserving complex structures.
Advantages and Environmental Significance
The core advantages of water-soluble non-woven fabrics lie in their biodegradability and reduction of microplastic pollution, making them particularly suitable for disposable products. With global plastic bans advancing, these materials show promising applications in medical and packaging industries, though challenges remain in cost control and moisture resistance optimization.


