

 English
English 中文简体
中文简体 Türk
TürkIn an era increasingly focused on sustainability and functional innovation, water-soluble specialty films materials are emerging as a pivotal technology across diverse industries. These advanced polymer materials are engineered to dissolve completely in water, offering unique solutions for packaging, agriculture, textiles, and beyond. For businesses seeking to enhance product safety, reduce environmental impact, and improve operational efficiency, understanding these materials is crucial. This guide provides an in-depth exploration of water-soluble films, their applications, and the technological expertise required for their production.
Content
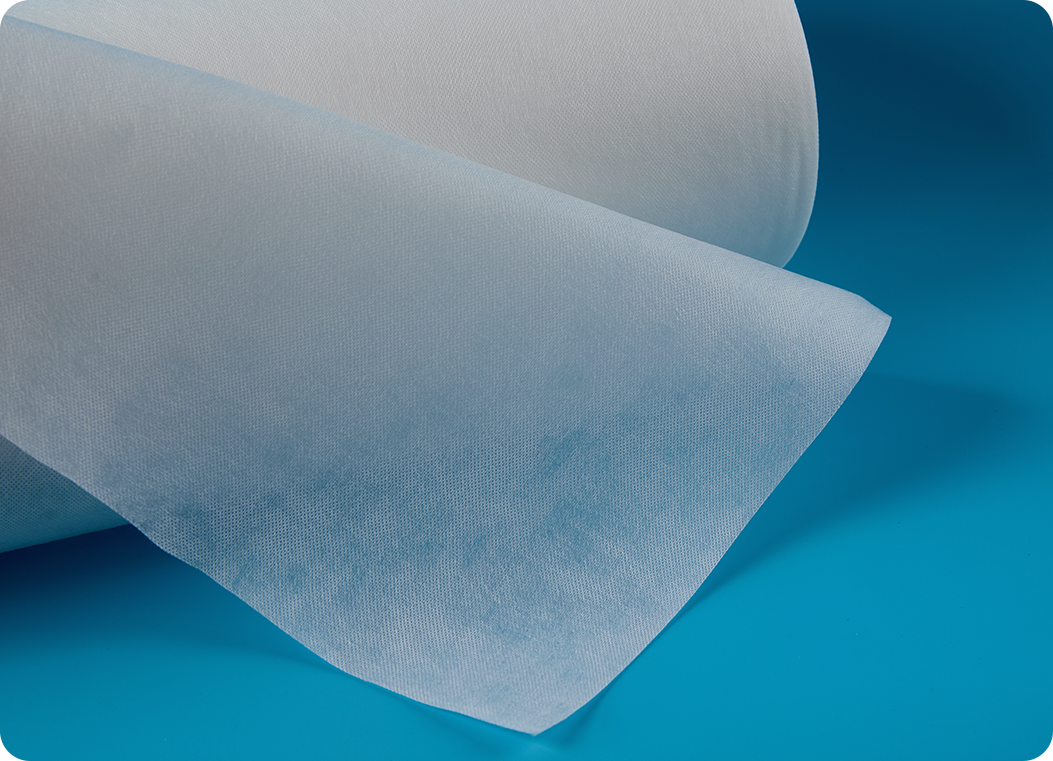
Understanding Water-Soluble Films: Composition and Mechanism
At their core, water-soluble films are made from polymers that dissolve or disperse upon contact with water. The dissolution process is primarily physical, where water molecules penetrate the polymer matrix, causing it to swell and eventually break down into individual polymer chains or colloidal particles.
Key Raw Materials
The performance of a water-soluble film is dictated by its base polymer. The choice of material affects solubility rate, mechanical strength, and barrier properties.
- Polyvinyl Alcohol (PVOH/PVA): The most common material, known for its excellent film-forming, high tensile strength, and tunable solubility based on degree of hydrolysis.
- Carboxymethyl Cellulose (CMC): A cellulose derivative offering good clarity and biodegradability.
- Polyethylene Oxide (PEO): Used for very fast-dissolving applications and in combination with other polymers.
- Starch-Based Polymers: Derived from renewable resources, prized for their compostability.
How Dissolution Works
The dissolution rate is not a one-size-fits-all property. It is a carefully engineered characteristic influenced by several factors:
- Water Temperature: Higher temperatures significantly accelerate dissolution.
- Film Thickness: Thinner films dissolve faster than thicker ones.
- Water Agitation: Moving water reduces dissolution time compared to static conditions.
- Chemical Modifications: The polymer's chemical structure (e.g., degree of hydrolysis for PVA) is tailored for specific solubility profiles.
Key Applications and Industry Solutions
The versatility of water-soluble films unlocks innovative solutions. The benefits of water soluble packaging films for unit dose products are particularly transformative in the detergent and agrochemical sectors, where precise dosing, safety, and waste reduction are paramount.
Unit-Dose Packaging
- Detergent Pods & Tablets: The film encapsulates single-use doses, eliminating measurement errors and contact with concentrated chemicals.
- Agrochemicals: Pre-measured water-soluble packets for pesticides or fertilizers enhance handler safety and ensure accurate application.
- Food Ingredients: Used for pre-portioned ingredients like flavors or enzymes that dissolve directly in the mix.
Healthcare & Medical
Here, purity and reliability are non-negotiable. The use of medical grade water soluble film for dissolvable sutures and other implants represents a major medical advancement, eliminating the need for removal procedures and improving patient comfort.
- Dissolvable Sutures: Stitches that dissolve harmlessly in the body post-surgery.
- Wound Dressings: Films that can be rinsed away with saline, preventing trauma during dressing changes.
- Laundry Bags for Infectious Linens: Bags that dissolve in the wash, containing hazardous materials and protecting staff.
Embroidery and Textiles
In industrial embroidery, PVA water soluble film for embroidery backing is indispensable. It provides a temporary, sturdy stabilizer that washes away completely after stitching, leaving behind perfectly detailed, clean embroidery on delicate fabrics.
Advanced and Emerging Uses
Research continues to expand the horizons. biodegradable water soluble film for seed coating is a promising application in sustainable agriculture, where the film can deliver nutrients and protectants directly to the seed, then dissolve into the soil. Other areas include water-transfer printing and 3D printing support materials.
Critical Properties and Performance Comparison
Selecting the right water-soluble film requires balancing multiple properties. For instance, a film for a detergent pod needs high tensile strength and a specific dissolution time in cold water, while a medical suture film prioritizes biocompatibility above all else. Understanding the interplay of these properties is key to successful application.
The following table compares how three common needs translate into material property priorities. It highlights that no single property defines a film; it is always a combination tailored to the end-use.
| Application Focus | Key Property Requirement | Secondary Important Properties | Typical Base Polymer |
| Detergent Pod (Cold Water Wash) | Controlled, delayed dissolution in cold water | High tensile strength, good sealability, low oxygen permeability | Partially hydrolyzed PVOH |
| Dissolvable Medical Implant | Biocompatibility & predictable in-vivo dissolution rate | High purity, sterilizability, adequate initial strength | Fully hydrolyzed PVOH or specific PEO grades |
| Embroidery Backing | Complete, rapid dissolution in warm water without residue | Stiffness for stabilization, clarity, dimensional stability | Fully hydrolyzed PVOH |
The Manufacturing Edge: Technology and Precision
Producing high-quality, consistent water-soluble specialty films materials is a complex endeavor that requires significant technological investment and expertise. This is where the capabilities of a dedicated manufacturer become critical. Anhui Haita New Material Technology Co., LTD exemplifies the scale and sophistication needed in modern production.
With a foundation dating back to 2003 and a total investment exceeding 50 million yuan, the company operates as a focused science and technology entity in the polymer field. Their commitment to "intelligent manufacturing" is reflected in their infrastructure.

Advanced Production Infrastructure
- Comprehensive Production Lines: The facility houses large-scale dedicated lines for water-soluble film, non-woven materials, film blowing, and hot melt coating.
- High-Capacity Output: Capable of producing over 500,000 square meters daily across product series, with an annual material consumption of more than 5,000 tons.
- Integrated Processing: Full in-house capabilities from raw material control (via a central system) to finishing processes like printing, slitting, rewinding, and bag making.
Research, Development, and Quality Control
- Independent R&D Lab: Equipped with various small experimental equipment for formulation development and testing.
- Proprietary Management Systems: Utilization of a self-developed ERP system ensures traceability, efficiency, and precise material control throughout the manufacturing process.
- End-to-End Control: This vertical integration from lab to finished product allows for strict quality assurance and the ability to customize films for specific client needs, such as achieving the exact dissolution rate of PVA film in different temperatures.
Frequently Asked Questions (FAQ)
1. What are water-soluble films made of?
They are primarily made from synthetic or semi-synthetic polymers like Polyvinyl Alcohol (PVOH), Carboxymethyl Cellulose (CMC), or Polyethylene Oxide (PEO). Some are also derived from natural polymers like starch.
2. Are water-soluble films truly environmentally friendly?
They offer significant environmental benefits by reducing plastic waste and enabling precise dosing that minimizes chemical runoff. While most are biodegradable, the specific environmental footprint depends on the base polymer and additives used. It's important to distinguish between biodegradable, compostable, and simply dissolvable films.
3. How is the dissolution rate of a film controlled?
The dissolution rate of PVA film in different temperatures and conditions is engineered by modifying the polymer's chemical structure (e.g., the degree of hydrolysis for PVA), blending with other materials, adjusting film thickness, and incorporating plasticizers or other additives.
4. Can water-soluble films protect the contents from moisture?
Yes, and this is a critical property. Many water-soluble films, especially PVOH-based ones, have excellent barrier properties against oxygen and aromas. However, their sensitivity to ambient humidity requires them to be used in conjunction with secondary, moisture-resistant outer packaging for storage and transport.
5. What are the main challenges in manufacturing these films?
Key challenges include maintaining consistent film properties (like solubility and strength) at high production speeds, handling the hygroscopic (moisture-attracting) nature of the raw materials, and ensuring perfect sealing integrity for pouch applications. This requires precise climate control, advanced extrusion technology, and rigorous quality monitoring.
Conclusion
Water-soluble specialty films materials represent a convergence of material science innovation and practical, sustainable solutions. From ensuring the safety of medical grade water soluble film for dissolvable sutures to improving efficiency with PVA water soluble film for embroidery backing, their applications are vast and growing. The development of applications like biodegradable water soluble film for seed coating points to a future where functionality and environmental responsibility are seamlessly integrated. Successfully leveraging this technology hinges on a deep understanding of material properties and partnering with manufacturers who possess the advanced R&D capabilities, intelligent production systems, and scale to deliver reliable, high-performance films. As industries continue to seek smarter, safer, and greener alternatives, water-soluble films are poised to play an increasingly vital role.
References
- M. R. F. (2022). "Handbook of Water-Soluble Polymers: Properties and Applications." Chemical Publishing Press. [Discusses fundamental properties and chemistries of PVOH, CMC, and PEO].
- International Journal of Biological Macromolecules. (2021). "Advances in starch-based and PVA-based biodegradable films for packaging applications." Vol 183, pp. 1234-1245. [Covers material comparisons and biodegradability studies].
- Journal of Applied Polymer Science. (2020). "Tuning the dissolution rate of poly(vinyl alcohol) films for unit-dose packaging: Effects of degree of hydrolysis and plasticizers." Vol 137, Issue 25. [Provides technical data on controlling solubility rates].
- Textile Research Journal. (2019). "Performance evaluation of water-soluble stabilizers in computerized embroidery." Vol 89, Issue 19-20, pp. 4112-4120. [Specific study on embroidery backing applications].
- Packaging Technology and Science. (2023). "Lifecycle assessment of water-soluble pods versus conventional detergent packaging." Vol 36, Issue 1, pp. 15-30. [Analyzes the environmental impact and benefits of unit-dose films].






