

 English
English 中文简体
中文简体 Türk
TürkHot melt adhesive is a solvent-free thermoplastic compound that bonds materials by melting, flowing, and cooling to form a strong physical and chemical joint. The fundamental advantage of hot melt is speed: it sets in seconds as it cools, not by evaporation or chemical cure. This single property makes it the dominant bonding technology in high-speed packaging lines, where hot melt adhesive for packaging now accounts for over 60% of all case and carton sealing globally. Whether you are evaluating a polyolefin hot melt adhesive for difficult substrates or selecting hot melt application systems for a new production line, the underlying chemistry and process parameters determine success. This article covers every essential aspect—from hot melt adhesive formulation and film types to precise hot melt adhesive temperature control and how to properly melt adhesive without degradation.
Content
- 1 What Is Hot Melt Adhesive: Chemistry and Core Mechanism
- 2 Hot Melt Adhesive Uses and Applications Across Industries
- 3 Hot Melt Adhesive Film, Coating, and Tape Formats
- 4 How to Melt Adhesive Correctly and Control Temperature
- 5 Hot Melt Adhesive Formulation and Selecting a Manufacturer
- 6 Industrial Hot Melt Adhesive: Trends and Performance Data
What Is Hot Melt Adhesive: Chemistry and Core Mechanism
At its simplest, what is hot melt adhesive can be answered by its three-part composition: a base polymer, a tackifying resin, and a plasticizer or wax. The polymer backbone—commonly ethylene-vinyl acetate (EVA), polyolefin, or polyamide—provides cohesive strength and flexibility. Tackifying resins like hydrocarbon or rosin esters lower the melt viscosity and improve surface wetting, while waxes control open time and set speed. In a standard EVA-based industrial hot melt adhesive, the formulation is approximately 30–40% polymer, 30–40% tackifier, and 20–30% wax. This blend yields a melt viscosity of 500–3,000 mPa·s at 180°C, allowing clean application through nozzles or slot dies.
A more specialized branch is polyolefin hot melt adhesive, based on amorphous poly-alpha-olefins (APAO) or metallocene-catalyzed polyolefin elastomers. These adhesives bond exceptionally well to low-surface-energy plastics like polypropylene and polyethylene—substrates where traditional EVA grades fail without surface treatment. APAO-based hot melts exhibit a ring-and-ball softening point of 130–165°C and maintain flexibility down to -30°C, making them ideal for outdoor assembly and automotive interior trim. Notably, what is hot melt from a physical standpoint is a material whose state change is entirely reversible: reheat the bond line and the adhesive softens, allowing repositioning or disassembly.
Hot Melt Adhesive Uses and Applications Across Industries
The list of hot melt adhesive uses spans from micro-scale electronics to heavy packaging and construction. The table below summarizes key hot melt adhesive applications by industry and the most suitable formulation type. In every case, the adhesive is applied molten and develops bond strength through cooling, not crosslinking, which allows immediate handling.
| Application Sector | Typical Hot Melt Type | Key Performance Requirement | Application Temp (°C) |
|---|---|---|---|
| Case & carton sealing | EVA-based | Fast set time, high green tack | 160 – 180 |
| Bookbinding & graphic arts | EVA or PUR hot melt | Flexible spine, long open time | 140 – 160 |
| Automotive interior trim | Polyolefin (APAO) | Low-temperature flexibility, PP adhesion | 170 – 195 |
| Electronics assembly | Polyamide or reactive hot melt | Dielectric stability, precise dispense | 190 – 210 |
| Textile & apparel lamination | Hot melt adhesive film (TPU, EVA) | Wash resistance, soft hand feel | 120 – 150 |
| Pressure-sensitive labels & tapes | SBC-based hot melt PSA | Permanent tack, low VOC | 150 – 170 |
For hot melt adhesive for packaging, the workhorse formulation is EVA with a melt viscosity around 800 mPa·s. Lines running at 80 cases per minute demand an open time under 2 seconds and a set time under 0.8 seconds. In contrast, a polyolefin hot melt adhesive used in automotive door panel assembly may have an open time of 15–30 seconds to allow part alignment before clamping. The shift toward hot melt adhesive film in textile bonding also addresses a key limitation of liquid hot melts: coating weight consistency. A 50-micron TPU film delivers uniform bond thickness across large surfaces, something impossible to achieve with bead or spray application.
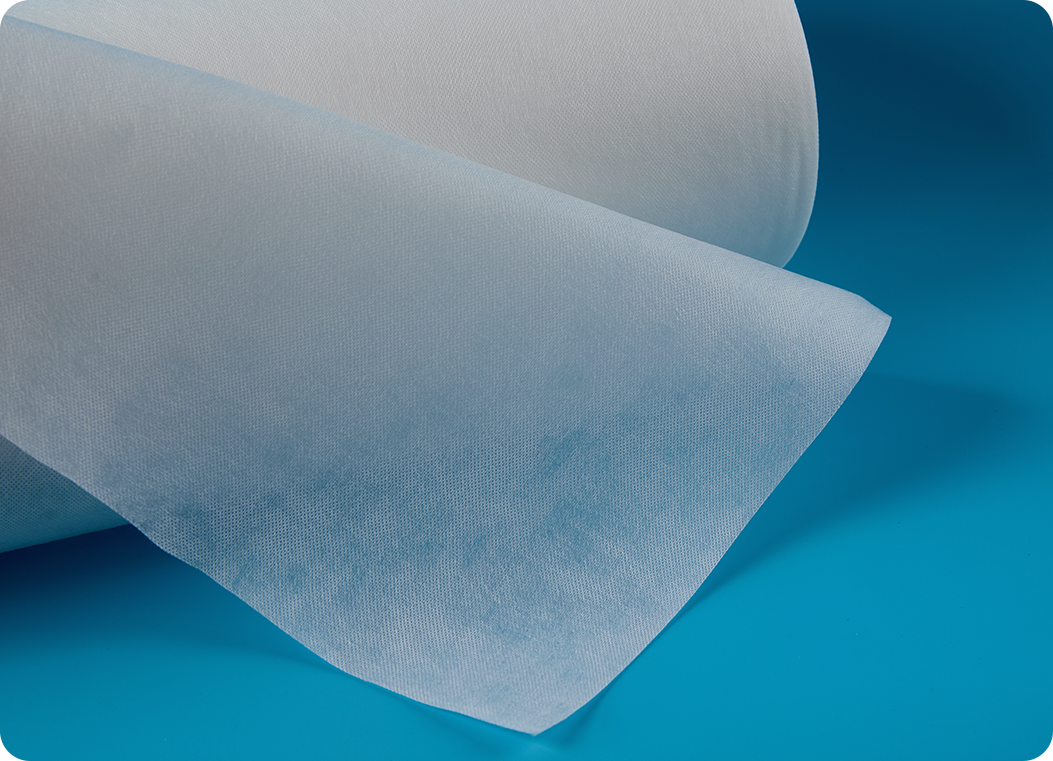
Hot Melt Adhesive Film, Coating, and Tape Formats
Not all hot melt is applied as a liquid bead. Hot melt adhesive film is a solid sheet or web of thermoplastic adhesive, typically supplied on rolls and activated by heat lamination. Common polymers include thermoplastic polyurethane (TPU), EVA, and polyolefin. Hot melt adhesive coating refers to the process of applying a molten adhesive onto a substrate—often paper, film, or fabric—through a slot die, roller, or spray system. The coating weight can range from 5 g/m² for pressure-sensitive label stock up to 200 g/m² for automotive headliner lamination. In a typical hot melt adhesive coating line, a heated tank maintains the adhesive at the optimal hot melt adhesive temperature (typically 160–180°C), and a metering pump delivers it to the coating head at pressures up to 60 bar.
What is hot melt tape? It’s a pressure-sensitive adhesive tape manufactured by coating a hot melt formulation onto a backing—usually BOPP, polyester, or paper—and then cooling it. Unlike solvent-based tapes, hot melt tapes produce zero VOC emissions during manufacturing and offer high shear strength. Hot melt adhesive packaging formats for the tape industry include bulk blocks, pillows, and drums, which are fed into melters on coating lines. The hot melt used in tape typically incorporates a styrene block copolymer (SBC) base with tackifiers that provide pressure-sensitive grab. These tapes are widely used for carton sealing, splicing, and general-purpose packaging.

How to Melt Adhesive Correctly and Control Temperature
Proper how to melt adhesive technique directly impacts bond strength and char formation. Industrial hot melt application systems use electrically heated tanks with precise PID temperature control. The adhesive should be heated gradually to its specified hot melt adhesive temperature—often between 150°C and 200°C depending on formulation—and held there for the shortest possible time. Degradation follows an Arrhenius relationship: for every 10°C above the recommended setpoint, the rate of thermal decomposition doubles. Char that forms as darkened particles can clog nozzles and weaken the adhesive film. A high-quality hot melt application system maintains temperature uniformity within ±2°C across the entire fluid path, from tank to application head.
- Set tank and hose temperatures exactly to the adhesive manufacturer’s datasheet specification.
- Preheat the tank for 30–45 minutes before starting production to ensure the adhesive is fully molten without hot spots.
- Never add fresh adhesive directly on top of fully melted material—always maintain a molten pool and add gradually.
- Monitor viscosity change over time; a 15% increase in melt viscosity indicates polymer degradation and means the tank should be purged.
- Use nitrogen blanketing if the melt tank is open to atmosphere for extended periods, as oxygen accelerates oxidation.
For small-scale or manual applications, how to melt adhesive is often done with a glue gun operating at a fixed 195°C. The key rule is to dispense the glue within 2–3 minutes of melting and never leave it idling at temperature for hours, which can cause charring at the heating element contact points.
Hot Melt Adhesive Formulation and Selecting a Manufacturer
A robust hot melt adhesive formulation balances open time, bond strength, thermal stability, and substrate compatibility. The shift toward bio-based and low-VOC formulations has introduced new polymer blends: one recent trend is the use of poly(lactic acid) segments in hot melt to improve biodegradability without sacrificing adhesion. Another is reactive hot melt formulations that cure with ambient moisture after application, delivering structural bond strengths above 10 MPa. When sourcing from hot melt adhesive manufacturers, the most critical evaluation criteria are batch-to-batch viscosity consistency (typically within ±5% of target), free formaldehyde content in EVA grades (should be below 0.1%), and compliance with indirect food contact regulations like FDA 21 CFR 175.105 for packaging adhesives.
A qualified hot melt adhesive manufacturer will provide a full thermal stability curve showing viscosity versus time at the recommended temperature over at least 72 hours. Leading hot melt adhesive manufacturers also offer application support, including nozzle recommendation, temperature profiling, and compatibility testing with your substrates. When evaluating options, ask for a sample batch with a certificate of analysis covering ring-and-ball softening point, melt viscosity at 180°C, and peel or shear adhesion on your specific substrate. This data allows a direct comparison between suppliers and confirms that the adhesive will run on your existing hot melt application systems without modification.
Industrial Hot Melt Adhesive: Trends and Performance Data
The market for industrial hot melt adhesive is projected to grow at a 5.8% CAGR through 2030, driven by a shift from solvent adhesives and the rapid expansion of e-commerce packaging. EVA remains the largest segment by volume, but polyolefin hot melt adhesive demand is rising faster at around 8% annually due to its performance on recycled and low-energy substrates. In controlled lap-shear tests on polypropylene, an APAO-based hot melt achieves 3.2 MPa, compared to 1.1 MPa for a standard EVA grade. For hot melt adhesive packaging used in transport boxes, modern low-application-temperature formulations can run at just 135°C, reducing energy consumption by 22% and lowering burn risk for line operators.
Whether the requirement is a hot melt adhesive film for seamless garment lamination or a high-tack hot melt adhesive for packaging, the decision chain is consistent: specify the substrate, open time, service temperature range, and regulatory requirements first. Then select the right formulation and match it with a precise hot melt application system. When temperature and application parameters are correctly maintained, hot melt bonds deliver immediate handling strength and long-term durability with minimal waste and no solvent emissions.






