

 English
English 中文简体
中文简体 Türk
TürkContent
What Water Soluble Non Woven Fabrics Are and How They Dissolve
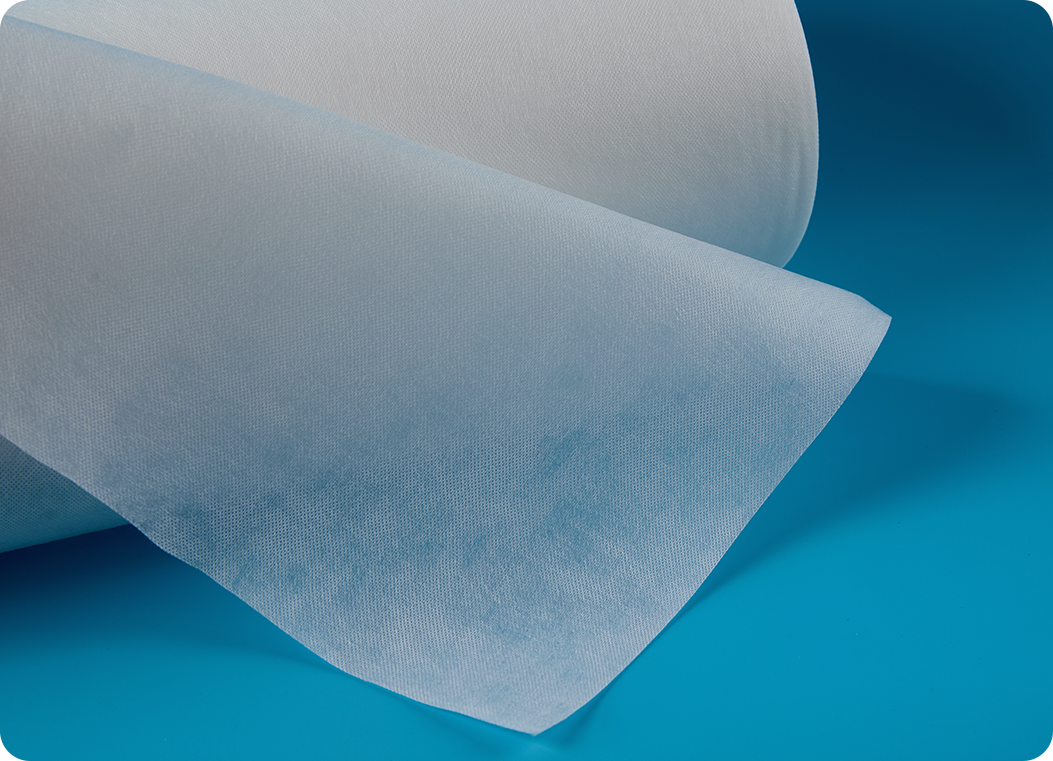
Water soluble non woven fabrics are single-use sheet materials engineered to disintegrate completely when exposed to water at a specified temperature, leaving no fibre residue. The base polymer is almost universally polyvinyl alcohol (PVA), a synthetic resin that forms strong hydrogen bonds with water molecules, causing the polymer chains to swell, separate, and ultimately disperse into a colourless, biodegradable solution. Unlike conventional non wovens — which are simply cut and bonded fibres — the dissolution behaviour of PVA non wovens is a designed-in functional property, not a defect.
Dissolution temperature is the primary specification variable. Cold-water grades dissolve at below 20°C, warm-water grades at 40–60°C, and hot-water grades above 80°C. The formulation controls the degree of polymerisation and hydrolysis of the PVA resin; higher hydrolysis produces a more crystalline polymer structure that requires more thermal energy to break down. Selecting the correct dissolution temperature is critical — a cold-water grade fabric used in a high-humidity warehouse will begin losing structural integrity before it reaches the end user.

Primary Applications Across Industries
The combination of temporary structural integrity and complete aqueous dissolution makes water soluble non wovens useful wherever a substrate is needed during processing but must disappear in the finished product or waste stream.
| Industry | Application | Dissolution Trigger |
|---|---|---|
| Embroidery & textiles | Stabiliser / topping sheet for machine embroidery | Post-stitch rinse in cold or warm water |
| Laundry & hygiene | Detergent pod outer film, pre-dosed laundry bags | Washing machine water contact |
| Medical & hospital | Infectious linen bags, surgical drape reinforcement | Hot wash in industrial laundry cycle |
| Agrochemicals | Pesticide and fertiliser unit-dose packets | Tank water on mixing |
| Paper & printing | Transfer embroidery backing, seed tape substrate | Irrigation or rain contact |
The embroidery stabiliser segment remains the largest volume application globally. Water soluble stabilisers function as a temporary hoop-able backing that supports delicate fabrics — lace, mesh, stretch knits, towelling — during machine stitching, then rinse away cleanly without the manual tear-away or cut-away labour that conventional stabilisers require. The fabric must hold stitch registration under needle penetration forces of 2–5 N without stretching, then dissolve within 60–90 seconds of water contact — two requirements that appear contradictory and are resolved through precise PVA molecular weight control.
Key Physical Specifications and What They Mean in Practice
Sourcing water soluble non woven fabric requires navigating a set of interrelated specifications, several of which are misunderstood or inconsistently defined across supplier catalogues.
- Basis weight (gsm): typically ranges from 25 gsm for lightweight embroidery toppings to 60 gsm for structural laundry bags. Higher gsm provides greater tear resistance and dimensional stability but increases the volume of PVA entering the waste stream per unit — relevant for municipal wastewater considerations.
- Tensile strength (dry): measured in N/5cm in both machine direction (MD) and cross direction (CD). A minimum of 80 N/5cm MD and 50 N/5cm CD is the practical baseline for embroidery backing; laundry bag applications require 120+ N/5cm to withstand handling of a full linen load without tearing before washing.
- Elongation at break: low elongation (under 30%) is desirable for embroidery stabilisers where dimensional accuracy is critical; higher elongation can be tolerated in packaging applications where deformation before dissolution is acceptable.
- Humidity sensitivity: PVA is hygroscopic. Fabrics stored above 65% relative humidity begin absorbing moisture and losing dry strength progressively. Shelf life in standard warehouse conditions (20°C, 50–60% RH) is typically 12–24 months when sealed in original moisture-barrier packaging; this drops sharply in tropical climates without climate control.
- Residue after dissolution: high-quality PVA non wovens leave zero visible fibre residue and produce a clear solution. Lower-grade products may contain cellulose binders or processing aids that leave a turbid residue — a critical failure mode for medical laundry bag applications where regulatory requirements specify complete dissolution with no solid carry-over.
Biodegradability and Environmental Profile
PVA is frequently marketed as fully biodegradable, and the claim is technically accurate but context-dependent. In the presence of specific soil bacteria — primarily Pseudomonas strains that produce PVA-depolymerase enzymes — PVA degrades to carbon dioxide and water within weeks. In standard aerobic wastewater treatment plants, PVA is similarly broken down through activated sludge processes, with studies documenting removal rates above 99% in properly operated municipal treatment systems.
The environmental concern arises in two scenarios: discharge to water bodies without active treatment, where PVA degrades much more slowly in the absence of the specific microbial community; and high-volume industrial use where PVA loading in wastewater could temporarily exceed the treatment plant's biodegradation capacity. Buyers supplying to markets with strict environmental procurement criteria — particularly the EU Ecolabel framework and certain public sector hospital procurement specifications — should request third-party biodegradation test data in accordance with OECD 301 or ISO 14851 rather than accepting general PVA biodegradability claims at face value.
Packaging, Storage, and Handling Requirements
Water soluble non woven fabric requires more careful supply chain management than conventional non wovens, and failures in storage are a leading cause of quality complaints on arrival.
Primary packaging must be a moisture-barrier film — typically metallised BOPP or multi-layer PE laminate — heat-sealed to maintain below 50% internal relative humidity. Rolls or sheets packed in plain polyethylene bags without a foil barrier will absorb ambient moisture through the film over container transit times of 20–35 days, arriving softened and partially degraded in tropical destination ports.
Palletisation should use shrink-wrap over a moisture-resistant base layer; direct contact between PVA fabric rolls and a wet or condensation-prone pallet surface will cause localised dissolution. Container loading during ocean freight should avoid booking during monsoon season unless reefer containers with humidity control are specified — standard dry containers on Asia–Europe routes can reach 85–90% internal RH during temperature fluctuations at sea.
At the point of use, reseal opened rolls immediately after cutting. Partial rolls left exposed on a factory floor overnight in humid conditions will show measurable tensile strength reduction by the following morning — a quality issue that manifests as unexpected fabric tearing during embroidery hoop tension or bag sealing, rather than being identified as a storage problem.






