

 English
English 中文简体
中文简体 Türk
TürkIn today's eco-conscious market, innovative materials that offer convenience while reducing environmental impact are paramount. Cold water-soluble film stands at the forefront of this movement. As a specialized type of water-soluble polymer, it dissolves rapidly and completely in cold water, leaving no residue. This unique property opens doors to countless applications, from simplifying industrial processes to creating user-friendly consumer products. Leading manufacturers like Anhui Haita New Material Technology Co., LTD leverage advanced intelligent manufacturing and a commitment to R&D to push the boundaries of what this versatile material can achieve, serving global customers with high-precision, high-volume production capabilities.
Content
Understanding Cold Water-Soluble Film Technology
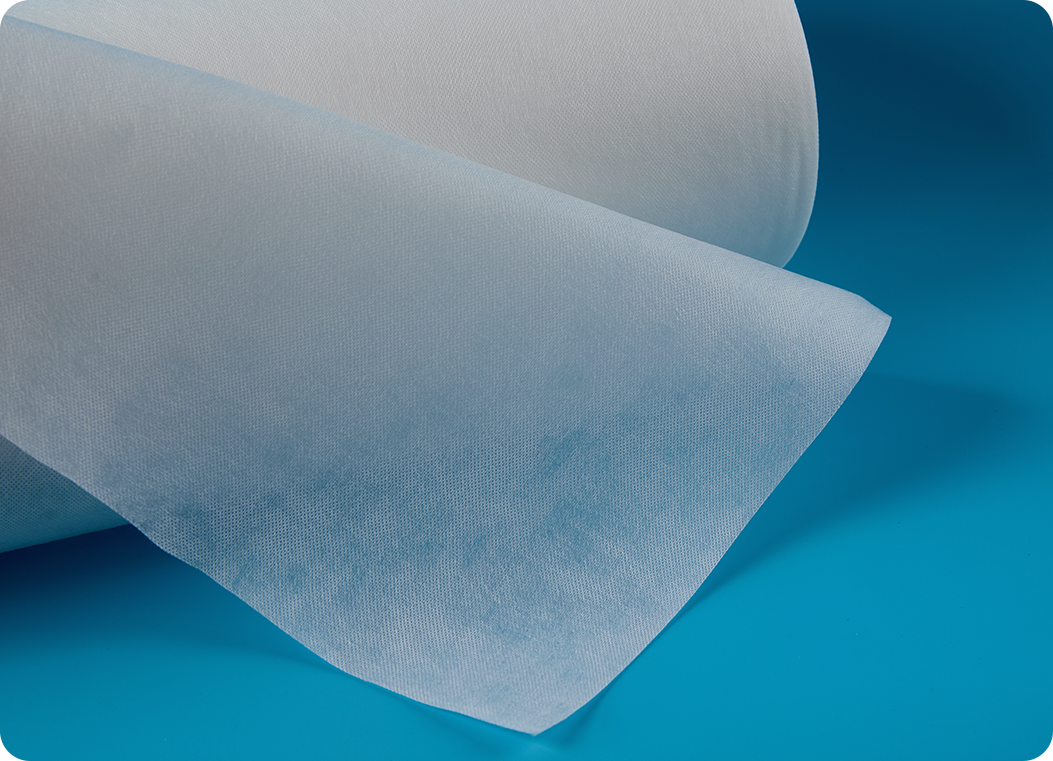
At its core, cold water-soluble film is a precision-engineered polymer material designed to disintegrate and dissolve upon contact with water at low temperatures. Its performance is a direct result of sophisticated chemical formulation and production processes.
Key Composition and Manufacturing
The primary ingredient is often Polyvinyl Alcohol (PVOH), a synthetic polymer renowned for its water solubility and film-forming abilities. The exact formulation is tailored to achieve specific dissolution rates and physical properties.
- Base Polymer: Modified PVOH is the most common, with the degree of hydrolysis affecting solubility speed.
- Plasticizers: Added to enhance flexibility and toughness, preventing the film from becoming brittle.
- Other Additives: May include surfactants to control dissolution or anti-blocking agents.
Companies such as Anhui Haita New Material Technology Co., LTD utilize state-of-the-art production lines, including large-scale water-soluble film production lines and film blowing systems, to ensure consistency and quality. Their self-developed ERP management system and central material control allow for precise oversight from raw material to finished product, ensuring each batch meets stringent specifications.
How It Dissolves: The Science Simplified
Dissolution is a physical process where water molecules penetrate the polymer matrix, breaking the hydrogen bonds between polymer chains. For cold water soluble pva film, the polymer is specially modified to require less thermal energy for this process to initiate, making it effective in cool or even cold water environments. This is a critical distinction from standard hot-water-soluble films.
Primary Applications and Industry Uses
The versatility of cold water-soluble film is demonstrated across diverse sectors. Its ability to encapsulate and release contents on demand solves complex logistical and usability challenges.
Agrochemicals: Seed Coating and Pesticide Packaging
In agriculture, precision and safety are non-negotiable. Soluble film packaging eliminates the need for farmers to handle concentrated chemicals directly.
- Unit-Dose Pesticides: Pre-measured amounts of pesticide or herbicide are sealed in film packets. They are tossed into a spray tank, where they dissolve, ensuring accurate dosage and minimizing exposure.
- Seed Coating: Films can coat seeds with nutrients or protective agents, which dissolve upon planting, delivering treatments directly to the seed's microenvironment.
Consumer Goods: Detergents, Dyes, and Bath Products
This is where end-users most directly experience the benefit of this technology through convenient, mess-free products.
- Laundry Detergent Pods: The most recognizable application, where film encapsulates liquid or powder detergent, dissolving quickly in the wash cycle.
- Water-Soluble Packaging for Bath Bombs: A growing trend where the colorful bath bomb is pre-packed in a dissolvable film, simplifying storage and use while adding a surprise element.
- Dye Packs and Cleaning Tablets: Used for commercial laundry or dishwashing, ensuring precise chemical release without residue.
Industrial and Niche Applications
Beyond common uses, the film enables innovative solutions in specialized fields. For instance, cold water soluble film for embroidery is a game-changer. This backing material stabilizes fabric during the embroidery process and then washes away completely in cold water, leaving no sticky residue on delicate fabrics, which is a significant advantage over traditional backing that requires hot water or mechanical removal.
Cold Water-Soluble vs. Hot Water-Soluble Film
Choosing between cold and hot water-soluble film depends entirely on the application's requirements. The key difference lies in the activation temperature needed for dissolution. This characteristic determines where and how each film can be effectively used.
For example, a detergent pod needs to dissolve in a cold wash cycle, necessitating a cold-water-soluble film. Conversely, a film protecting a machine part from moisture during shipping might require hot water to dissolve, ensuring it doesn't disintegrate in humid conditions.
| Feature | Cold Water-Soluble Film | Hot Water-Soluble Film |
|---|---|---|
| Dissolution Temperature | Dissolves in water typically below 25°C (77°F). | Requires water temperatures above 40°C (104°F) to dissolve effectively. |
| Primary Material | Specially modified PVOH with higher solubility grades. | Standard or partially hydrolyzed PVOH. |
| Key Advantage | User convenience and energy savings (no hot water needed). | Greater stability in warm, humid storage environments. |
| Typical Applications | Laundry pods, cold-water detergents, bath products, embroidery backing. | Industrial chemical packaging, hospital laundry bags, high-temperature release processes. |
Critical Advantages and Environmental Benefits
Adopting cold water-soluble film delivers a multi-faceted positive impact, aligning with both operational efficiency and sustainability goals.
Operational and User Benefits
- Precise Dosage: Eliminates measuring errors and chemical waste.
- Enhanced Safety: Reduces direct human contact with hazardous or irritating substances.
- Improved Efficiency: Saves time in both industrial and domestic settings.
- Product Integrity: Provides an excellent barrier against moisture and oxygen until use.
Sustainability Profile
The environmental argument for biodegradable cold water soluble film is compelling. High-grade PVOH films are designed to be fully biodegradable after use. They dissolve and are broken down by microorganisms in water treatment facilities or the environment, unlike traditional plastic packaging that persists for centuries. Furthermore, the move towards eco friendly water soluble film options drives innovation in green chemistry, focusing on renewable feedstocks and non-toxic additives. When considering dissolvable packaging material solutions, the complete dissolution feature drastically reduces plastic pollution and microplastic generation associated with conventional packaging.

Selecting the Right Supplier and Quality Considerations
Not all water-soluble films are created equal. Partnering with a technically proficient manufacturer is crucial for success.
Key Performance Metrics to Evaluate
- Dissolution Rate & Temperature: Precisely matched to your application's water conditions.
- Mechanical Strength: The film must withstand packaging, transportation, and handling without tearing.
- Barrier Properties: Effective protection of the enclosed contents from moisture and vapor.
- Clarity and Printability: Important for consumer-facing products requiring branding and instructions.
The Importance of a Capable Manufacturing Partner
A supplier like Anhui Haita New Material Technology Co., LTD exemplifies the infrastructure needed for reliable supply. Their dedicated R&D lab allows for custom formulation to solve specific challenges, such as creating a film with a unique dissolution profile or enhanced tensile strength. Their integrated production ecosystem—from reaction kettles for polymer modification to high-precision slitters and bag-making machines—ensures tight quality control. The ability to produce over 500,000 square meters daily means they can scale to meet large global demands while maintaining consistency, a vital factor for brands integrating this material into their supply chain.
Frequently Asked Questions (FAQ)
1. Is cold water-soluble film truly biodegradable?
Yes, high-quality films based on PVOH are inherently biodegradable. After dissolving, the polymer solution is metabolized by microorganisms in biological water treatment systems. It's crucial to source film from reputable manufacturers who can provide relevant biodegradability certifications and data.
2. How is the dissolution rate of the film controlled?
The rate is primarily engineered during polymer synthesis and film formation. Factors like the degree of PVOH hydrolysis, blend of polymers, use of plasticizers, and film thickness are meticulously calibrated. A manufacturer's R&D team, like the one at Anhui Haita, adjusts these parameters to achieve the exact performance required for an application.
3. Can this film be used for food packaging?
While the technology exists, food contact applications require specific regulatory approvals (like FDA, EFSA) for the film formulation. Not all water-soluble films are food-grade. Any food packaging use must involve films explicitly designed and certified for that purpose.
4. What are the storage conditions for products packaged in this film?
Products must be stored in a cool, dry environment. Since the film is sensitive to moisture, high humidity can cause it to become tacky or begin dissolving prematurely. Proper sealed secondary packaging is essential for long-term shelf stability.
5. Is it suitable for packaging liquids as well as powders?
Absolutely. Advanced film blowing and sealing technologies allow for the robust encapsulation of both liquid and dry contents. The seal integrity is critical for liquids, requiring precise control of heat and pressure during the packaging process, which is a standard capability for full-scale production entities.






