

 English
English 中文简体
中文简体 Türk
TürkContent
What Is Hot Melt Film and How Does It Work?
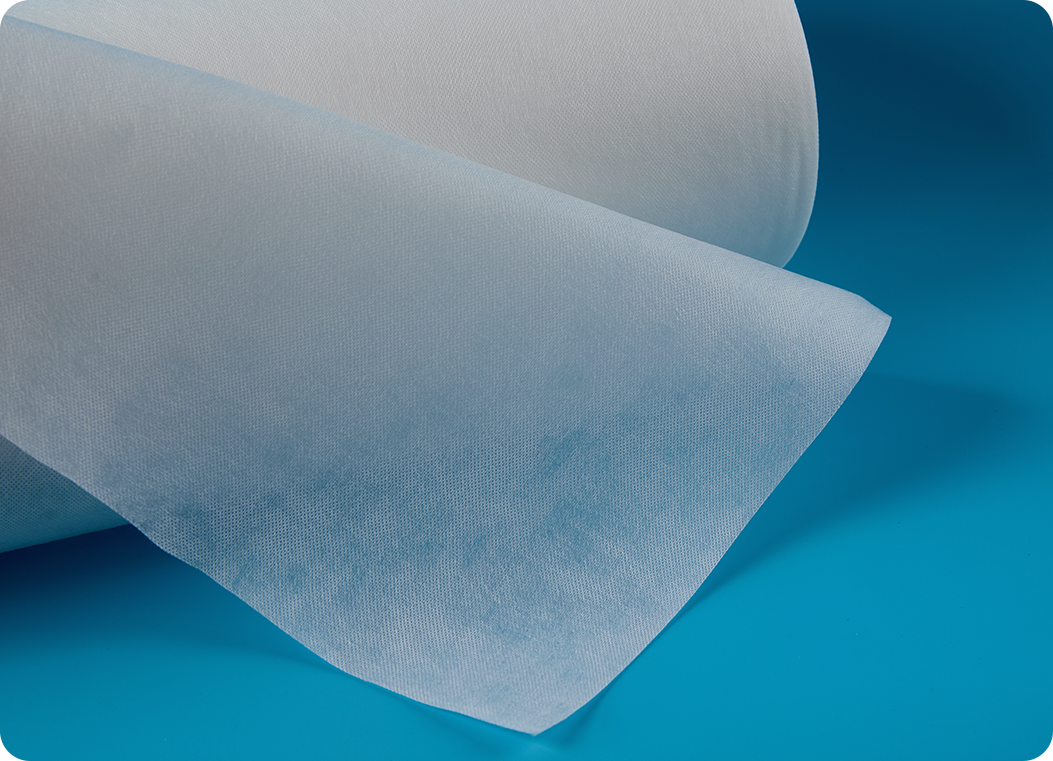
Hot melt film is a thermoplastic adhesive material engineered into a thin, uniform layer that bonds two substrates when heat and pressure are applied. Unlike liquid adhesives, it is supplied in solid form — typically as a roll or sheet — which makes it clean to handle, easy to store, and highly consistent in application thickness. When heated above its activation temperature, the film melts, flows into the surface of the materials it contacts, and forms a durable bond upon cooling.
The core chemistry varies depending on the intended use. Common base polymers include:
- Polyurethane (PU) — offers excellent flexibility, moisture resistance, and washability, widely used in textiles and footwear
- Polyethylene (PE) — cost-effective option for packaging and lightweight bonding applications
- Ethylene Vinyl Acetate (EVA) — good tack and low activation temperature, suitable for foam and fabric bonding
- Copolyamide (CoPA) and Copolyester (CoPES) — high-performance options for demanding industrial environments requiring heat resistance or chemical stability
Activation temperatures typically range from 80°C to 180°C, depending on the formulation, and bonding pressure is usually applied via roller or press systems. The absence of solvents is a key advantage — hot melt film produces no VOC emissions during processing, which supports cleaner production environments and simplifies compliance with environmental regulations.

Hot Melt Lamination: Process, Equipment, and Key Parameters
Hot melt lamination is the process of using hot melt film to bond two or more layers of material into a single composite structure. It is widely adopted in industries including apparel, automotive interiors, medical textiles, filtration, and technical nonwovens. The laminated product typically combines properties from each substrate layer — for example, the breathability of a fabric with the waterproofing of a membrane, or the softness of foam with the structural support of a woven backing.
The lamination process involves three main stages:
- Film feeding and unwinding — the hot melt film is unwound from a roll and introduced between the substrates to be bonded
- Heating and activation — the film passes through a heated zone (calender rollers, flatbed press, or infrared heater) that raises its temperature above the melting point
- Bonding and cooling — nip rollers press the activated film between the two substrates, and the assembly is cooled to set the bond
Critical process parameters include temperature uniformity, line speed, nip pressure, and dwell time. Deviations in any of these factors can result in incomplete bonding, delamination, or substrate damage. Modern lamination lines often integrate PLC control systems to maintain tight tolerances across all parameters in real time.
| Film Type | Typical Activation Temp. | Common Application | Key Property |
|---|---|---|---|
| PU Hot Melt Film | 100–140°C | Sportswear, footwear, medical textiles | Flexibility, washability, breathability |
| EVA Hot Melt Film | 80–120°C | Foam lamination, packaging | Low activation temp, good tack |
| CoPA Hot Melt Film | 130–170°C | Automotive, industrial composites | High heat resistance, chemical stability |
| CoPES Hot Melt Film | 120–160°C | Technical nonwovens, filtration | Dimensional stability, durability |
Hot Melt Film vs. Other Lamination Methods
Hot melt lamination competes with several other bonding technologies, each with distinct trade-offs. Understanding where hot melt film excels — and where it does not — helps manufacturers make informed material and process choices.
vs. Flame Lamination
Flame lamination directly melts the surface of polyurethane foam to create a bond, eliminating the need for an adhesive layer. It is fast and low-cost, but produces open-flame combustion, generates volatile compounds, and offers limited control over bond quality. Hot melt film lamination eliminates combustion entirely, making it suitable for sensitive substrates like membranes, elastic fabrics, and delicate nonwovens that would be damaged by direct flame.
vs. Solvent-Based Adhesive Lamination
Solvent adhesives offer strong initial tack and good coverage, but require drying tunnels, solvent recovery systems, and strict ventilation controls. They also present challenges for end-of-life recyclability. Hot melt film requires no drying, no solvent recovery, and reduces overall energy consumption by 20–40% in comparable production scenarios, according to industry benchmarks.
vs. Waterborne (Aqueous) Adhesive Lamination
Waterborne adhesives are environmentally preferable to solvents but still require extended drying and curing time. At high line speeds, they can struggle to achieve consistent bond strength. Hot melt film, by contrast, bonds immediately upon cooling, enabling faster throughput and inline quality inspection without waiting for cure cycles.
Industry Applications of Hot Melt Lamination
The versatility of hot melt film makes it a foundational material across numerous sectors. Below are the primary industries driving demand:
- Apparel and Sportswear — PU hot melt film is extensively used to laminate waterproof membranes (such as PTFE or TPU) to outer shell fabrics, creating breathable, weatherproof garments. It also replaces stitched seams in seamless bonding applications, reducing weight and improving waterproofness.
- Footwear — shoe uppers, insoles, and reinforcement components are bonded using hot melt film, offering precise control over bond width and excellent resistance to repeated flexing and washing.
- Automotive Interiors — door panels, headliners, seat covers, and trunk liners are laminated using CoPA or CoPES films, which tolerate the high temperatures and UV exposure of vehicle interiors over a lifespan of 10+ years.
- Medical and Hygiene Textiles — sterile drapes, surgical gowns, and wound care products rely on PU hot melt films that are free from solvents and safe for skin contact, while maintaining barrier performance.
- Filtration and Technical Nonwovens — hot melt lamination bonds filtration membranes to support layers without blocking pores, maintaining airflow and particle capture efficiency.
- Packaging — flexible packaging manufacturers use PE and EVA hot melt films to produce multi-layer laminates combining barrier films, foil, and print layers.
Selecting the Right Hot Melt Film: Key Evaluation Criteria
Choosing the correct hot melt film for a lamination application requires matching multiple product parameters to the substrate, end-use requirements, and production environment. The most important criteria include:
- Activation temperature compatibility — the film must activate below the heat tolerance of the most sensitive substrate. For delicate fabrics or thermoplastic membranes, low-activation EVA or soft PU films are preferred.
- Film thickness (gsm / micron) — thinner films (15–30 gsm) preserve the hand feel of textiles and maintain breathability; thicker films (50–100 gsm) provide greater structural bond strength for rigid or semi-rigid substrates.
- Peel strength and shear strength — specified in N/cm or N/25mm, these values must exceed the mechanical stresses the bonded composite will experience in use, including tensile, peel, and shear forces.
- Wash and dry-clean resistance — garment applications typically require ISO 6330 or EN ISO 15797 wash testing; the film must maintain bond integrity through 20–50 wash cycles at specified temperatures.
- Open time — the duration the molten film remains bondable after heating. Longer open times allow for more precise substrate alignment on slower production lines.
- Regulatory compliance — medical and food-contact applications require films meeting REACH, RoHS, or FDA standards; buyers should request MSDS documentation and third-party test reports as standard practice.
For most industrial buyers, requesting sample films and running lamination trials on actual production equipment is the most reliable way to validate material suitability before committing to volume orders. Reputable suppliers will provide application support and process parameter recommendations as part of their technical service.






